一般孔深在孔径的3一5备以上就称為(wèi)深孔,它的难度在排屑和冷却鉆孔深比较小(xiǎo)的孔可(kě)以用(yòng)麻花(huā)鉆,為(wèi)了排屑顺利,铁屑要成為(wèi)细条状直窜出来,带出较小(xiǎo)的碎片,同时冷却液容易进入。钻头的磨法可(kě)采用(yòng)比较简单的磨法。
1、钻刃夹角增-大至130-140度以增加切屑厚,改变切屑排出的方向(切屑排出的方向是与刃口垂直)
2、修磨横刃以减小(xiǎo)轴向切削刀(dāo)同时切削刃靠钻芯处产生一个折角有(yǒu)-利分(fēn)屑。
3、如果钻径较大,可(kě)在一侧刃口磨分(fēn)屑槽,要宽一此,以平衡二个刃口的切削力。
4、在刃口外角倒1毫米45度角以减少磨损并提-高光洁度。
5、鉆孔的转速略低些,进刀(dāo)量要取大些,这样切屑增厚以条状排出。
6、冷却液的喷嘴要对着孔向里以利冷却液进入切削區(qū)域。
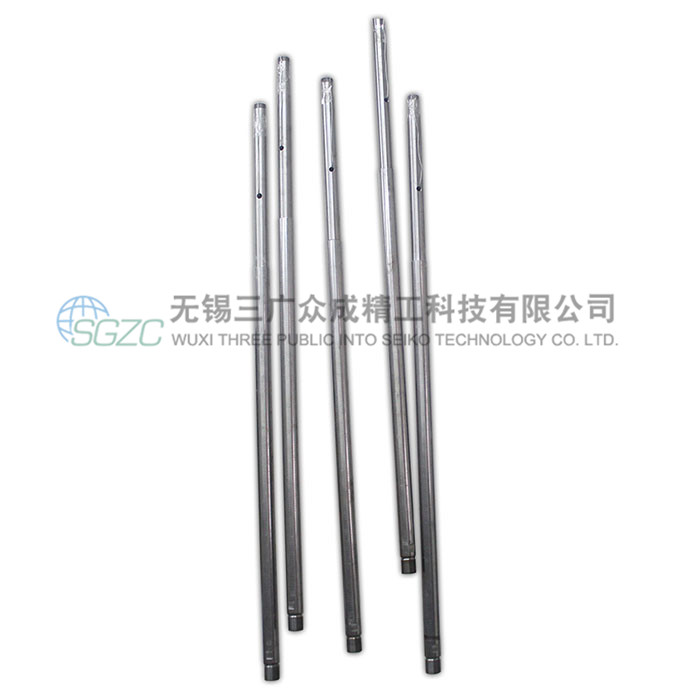
長(cháng)轴
锥规
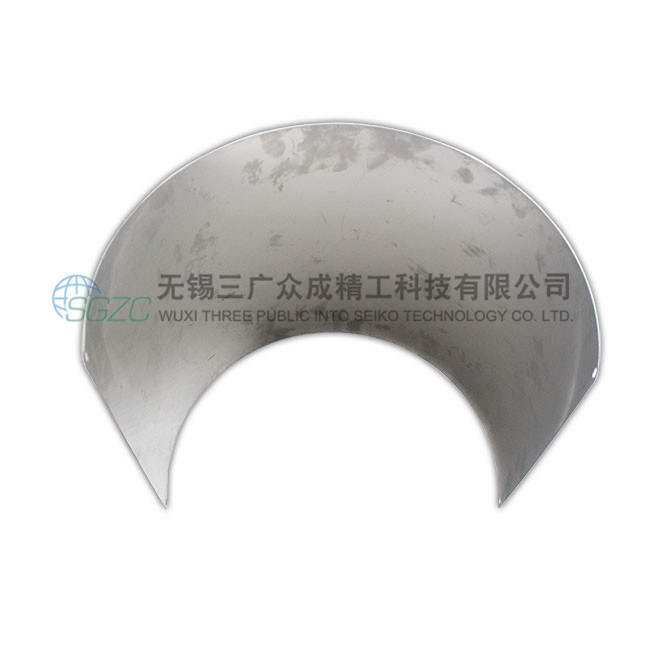
挡板

磁极

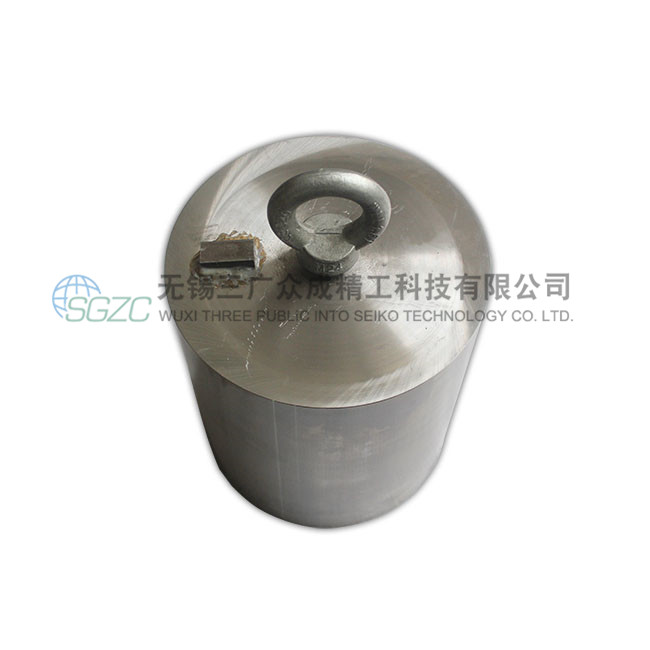
封闭模(克罗丁)
 地址:无锡市梁溪區(qū)金山(shān)北工业园金山(shān)四支路11号2幢1楼
地址:无锡市梁溪區(qū)金山(shān)北工业园金山(shān)四支路11号2幢1楼
 手机:13861803210
手机:13861803210
 電(diàn)话:0510-83721965
電(diàn)话:0510-83721965
 邮箱: 13861803210@139.com
邮箱: 13861803210@139.com
Copyright © 无锡三广众成精工科(kē)技有(yǒu)限公司
主营:三坐(zuò)标检测,四轴龙门加工,深孔内圆磨加工,大型内外圆磨床加工,精密平面磨床加工等产品,欢迎来電(diàn)咨询!
技术支持:






 当前位置:
当前位置: